Oxidation chemistry continues to be one of the most active areas of reaction development, yet many of the underlying challenges remain unchanged.
The choice of oxidant is only part of the equation. Gas-liquid mass transfer, mixing, reaction selectivity, heat management and the handling of reactive intermediates can all influence the outcome as much as the catalyst or reagent itself.
This is one reason why flow chemistry has become such a valuable platform for oxidation. Reactions involving oxygen, singlet oxygen, electrochemical oxidation or photochemical oxidation can be designed around the requirements of the chemistry rather than the constraints of the reactor.
The result is not only a safer process. It is often access to reaction conditions that are difficult to achieve reproducibly in batch, enabling chemists to explore new oxidation strategies and revisit established transformations from a different perspective.
As oxidation methodologies continue to advance, reactor design is increasingly becoming part of the synthetic toolkit.
What is oxidation?
Oxidation as defined by IUPAC [1] must fulfill the following two criteria:
- the complete, net removal of one or more electrons from a molecular entity and,
- an increase in the oxidation number of any atom within any substrate.
In addition, many oxidations include gain of oxygen and/or loss of hydrogen from an organic substrate. Although the first two criteria must hold true across all of chemistry, within organic chemistry, more simply, an oxidation process results in the creation of a new bond between a carbon and an introduced heteroatom (usually O, N, S etc) bonds, and/or an increase in the number of bonds to a bound heteroatom.

To effect an oxidation reaction, an oxidising agent is necessary. These reagents are usually solids, although liquids (e.g. H2O2) and gases (e.g. oxygen) can also be used. In general, oxidising agents are hazardous, either through toxicity, their ability to cause or contribute to combustion of other materials, the potential for thermal run-away, or their potential for explosion; this can limit the scale at which some oxidation reactions can be completed. In addition, for most cases byproducts are formed that need to be removed through a purification process, for example distillation or flash column chromatography, which can add time and cost to a synthesis.
Opportunities and challenges for oxidation in flow
Continuous flow technology (flow chemistry) is a useful tool that can circumvent many of the issues outlined above, especially in relation to safety and purification. The improved thermal control offered by flow significantly reduces the risk of thermal runaway, and the small reaction volume at any time-point (when compared with batch) means that any highly reactive or explosive intermediates are only present in low concentrations, reducing the likelihood of incidents.
Recent breakthroughs with in-line purification means the use of scavenging agents, silica or celite pads, and in-line separation has become more commonplace, and the potential encapsulation of hazardous materials (e.g. OsO4) and the ability to safely use gases (such as ozone and oxygen), means that flow chemistry provides significant advantage, in terms of time, money, safety and environmental credentials.
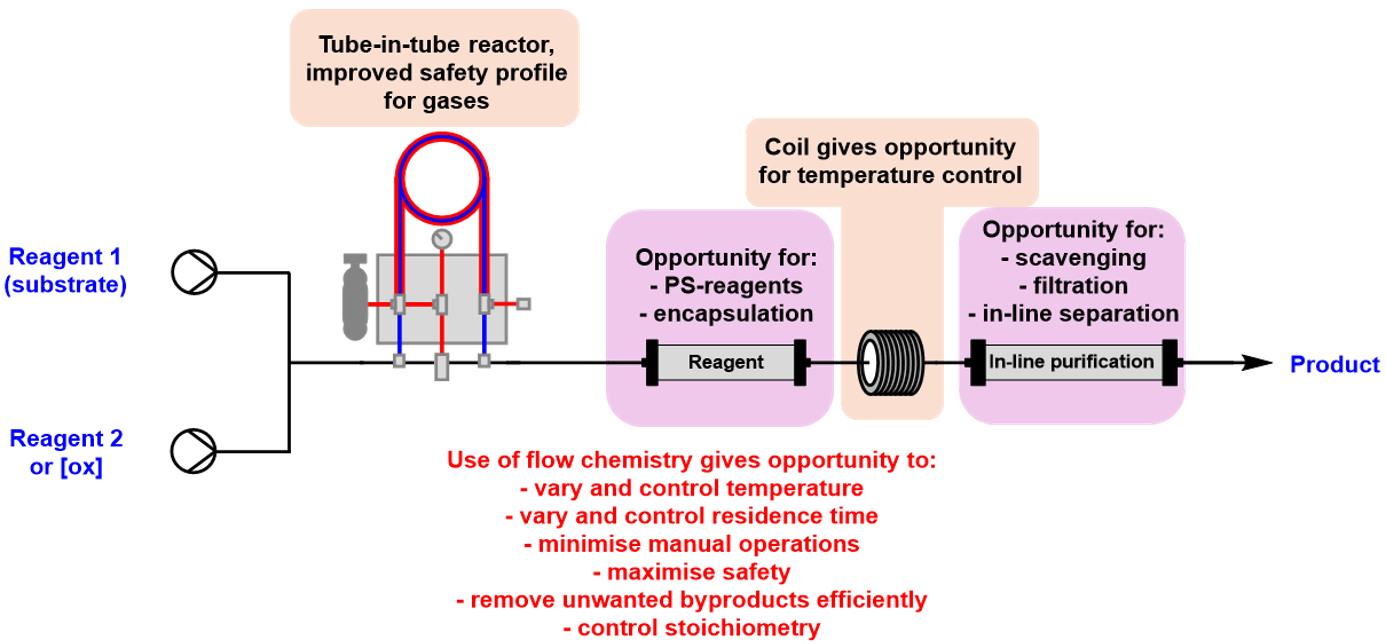
Scheme 1: General overview of the advantages of continuous flow processing when designing oxidation reactions.
These gains have not gone unnoticed, and the use of oxidation in flow-mode has been gaining traction across a range of industries including flavours and fragrances [3], and fine chemicals and pharmaceuticals [4].
Range of oxidation conditions available in flow
The sheer range of oxidation conditions under flow mode available means that covering them all here is not plausible. For more information, recent reviews by Chen [2] and Noel [5] provide an excellent overview.
The examples below have been selected to showcase how flow chemistry can safely accommodate both gases and solids as oxidising agents, as well as biphasic systems, which have all been viewed as challenging to adapt to flow mode.
Gases
On paper, oxygen gas is the ideal oxidant as it is relatively abundant, has low molecular weight and in most cases only generates water as a by-product. However, the key drawback when using oxygen in batch chemistry is in relation to safety, which means that oxygen is rarely used as an oxidising agent:
“Oxygen gas has the advantage of being the least expensive and most readily available oxidant, but the safety issues surrounding its use make it one of the least frequently used reagents”. [6]
However, flow chemistry can enable the use of gases in a safer, more efficient way, especially in relation to safety concerns [7]. In particular, the use of higher pressures, which is fraught with danger in batch mode, is easily accessible in flow, with ready control of pressure and flow-rate available.
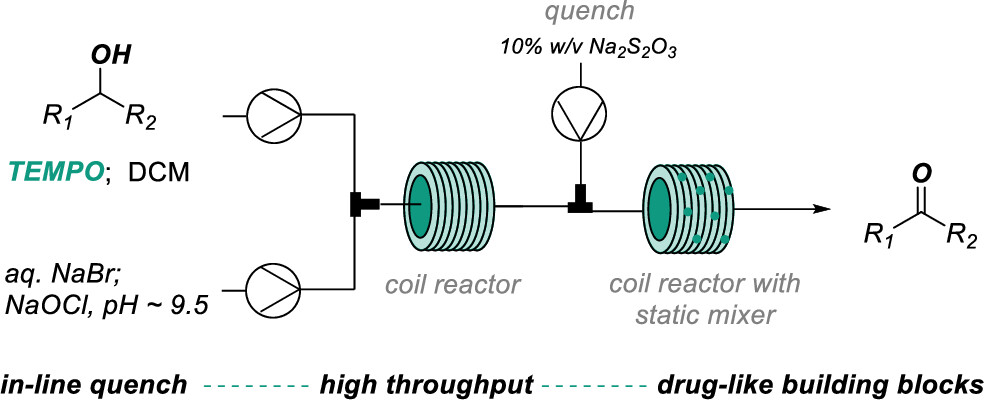
For example, the Kirschning group used oxygen in combination with gold nanoparticles and MAGSILICA® to oxidise allylic or benzyl alcohols, with no over-oxidation observed [8], Scheme 2a, and Roydhouse and co-workers used a Vapourtec R-series system to safely complete ozonolysis of alkenes and furans in flow, preparing a range of products in good yields [9], Scheme 2b.
![The use of oxygen, in combination with gold nanoparticles and MAGSILICA®, to oxidise allylic or benzyl alcohols [8]; Complete ozonolysis of alkenes and furans in flow](https://www.vapourtec.com/wp-content/uploads/2024/07/example_schemes_showing_oxidation.png)
Scheme 2: (a) The use of oxygen, in combination with gold nanoparticles and MAGSILICA®, to oxidise allylic or benzyl alcohols [8]; (b) Complete ozonolysis of alkenes and furans in flow [9].
Solids
Solid oxidants can either dissolve in the solvent or remain as a suspension. In both cases, the oxidant needs to be removed during a purification process, and when solids remain as a suspension, there is the added draw-back in flow that there could be blockages. In this case, either packing the reagent into a glass packed-bed reactor column or variable bed flow reactor (VBFR) to form a pad, or encapsulating the reagent, solves this issue, with the added benefit that further purification steps may not be necessary. In addition, telescoping reaction sequences allows for immediate use of unstable materials, thereby improving reaction yields and synthetic efficiency.
The Ley group used this exact approach to telescope a multi-component flow sequence involving imine formation, ylid-formation, dipolar cycloaddition and oxidation of a 3-nitropyrrolidine to the corresponding pyrrole as a single concerted operation, Scheme 3. Oxidation of the nitro-pyrrolidines was achieved through use of an activated MnO2 pad, which circumvented blockage issues. A broad range of heterocycles were prepared and the final compounds isolated in very high purity [10].
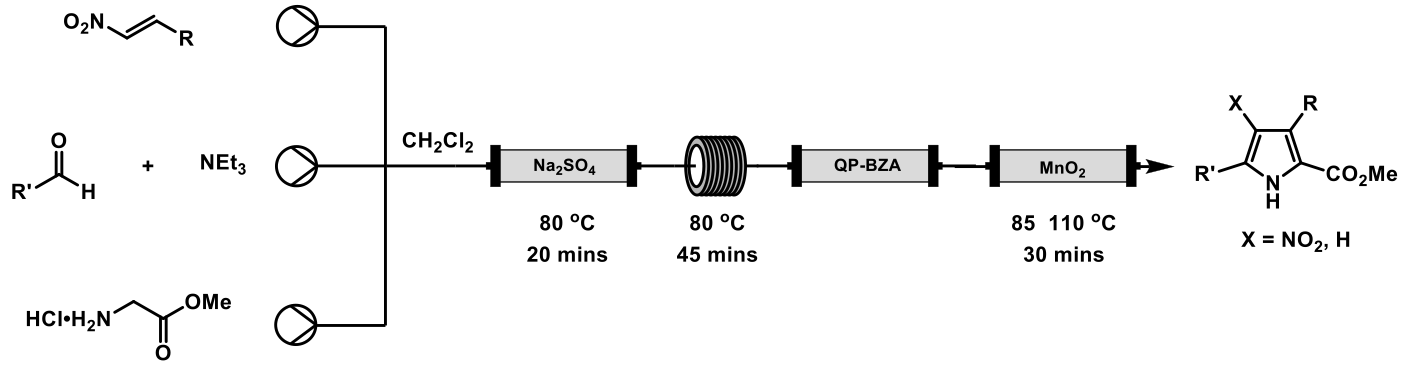
Scheme 3: Continuous flow processing allowed facile access to pyrroles through a multi-component flow sequence.
Biphasic systems
The advent of the Vapourtec high flow-rate pump module and the large diameter reactor for rapid mixing has allowed access to reactions where a biphasic system is necessary, for example the Stevens reaction. In the Vapourtec Application Note, oxidation of p-nitrobenzaldehyde to methyl 4-nitrobenzoate was achieved through use of a biphasic system (ethyl acetate and aq. sodium hypochlorite in the presence of TBAB), and resulted in yields of over 99% to be achieved with just a 58 second residence time at 50 °C. This example achieved a throughput of 4.5 kg/day with only separation and solvent evaporation needed for purification.
Photochemical and electrochemical oxidation
Both photochemical and electrochemical oxidation are possible under flow conditions, and in several cases the yields are comparable with, or better, than those achieved through batch processes due to improved control of reaction conditions.
In terms of photochemical oxidation, oxygen can be dissolved safely under pressure to give a homogeneous reaction mixture that can undergo irradiation and further reaction, with packed bed reactor systems used with immobilised rose bengal, allowing access to singlet oxygen for cycloadditions, heteroatom oxidations and ‘ene’ reactions [11]. Electrochemical oxidation is arguably used less extensively within chemistry, possibly due to poor equipment availability, but it is arguably a simple and environmentally friendly way of effecting an oxidation. Application Note 64, by Vapourtec, outlines the procedure for electrochemical oxidation of 4-tert-butyltoluene using the R-Series system and the Vapourtec ion electrochemical reactor.
References
[1] ‘Oxidation’ in IUPAC Compendium of Chemical Terminology, 3rd ed. International Union of Pure and Applied Chemistry; 2006. Online version 3.0.1, 2019. https://doi.org/10.1351/goldbook.O04362
[2] Continuous flow technology-a tool for safer oxidation chemistry (L. Wan, M. Jiang, D. Cheng, M. Liu and F. Chen, React. Chem. Eng., 2022, 7, 490 – 550) https://doi.org/10.1039/d1re00520k
[3] A comprehensive review of flow chemistry techniques tailored to the flavours and fragrances industries (G. Gambacorta, J. S. Sharley and I. R. Baxendale, Belstein J. Org. Chem., 2021, 17, 1181 – 1312) https://doi.org/10.3762/bjoc.17.90
[4] Aerobic oxidations in flow: opportunities for the fine chemicals and pharmaceuticals industries (A. Gavriilidis, A. Constantinou, K. Hellgardt, K. K. (Mimi) Hii, G. J. Hutchings, G. L. Brett, S. Kuhn and S. P. Marsden, React. Chem. Eng., 2016, 1, 595 – 612) https://doi.org/10.1039/c6re00155f
[5] Liquid phase oxidation chemistry in continuous flow microreactors (H. P. L. Gemoets, Y. Su, M. Shang, V. Hessel, R. Luqueb and T. Noël, Chem. Soc. Rev., 2016, 45, 83 – 117) https://doi.org/10.1039/c5cs00447k
[6] Large-Scale Oxidation in the Pharmaceutical Industry (S. Caron, R. W. Dugger, S. Gut Ruggeri, J. A. Ragan, and D. H. Brown Ripin, Chem. Rev., 2006, 106, 2943 – 2989) https://doi.org/10.1021/cr040679f
[7] The use of Gases in Flow Synthesis (C. J. Mallia, I. R. Baxendale, Org. Process Res. Dev. 2016, 20, 2, 327 – 360) https://doi.org/10.1021/acs.oprd.5b00222
[8] Oxidations of Allylic and Benzylic Alcohols under Inductively Heated Flow Conditions with Gold-Doped Superparamagnetic Nanostructured Particles as Catalyst and Oxygen as Oxidant (S. Roy Chaudhuri, J. Hartwig, L. Kupracz, T. Kodanek, J. Wegner and A. Kirschning, Adv. Synth. Catal., 2014, 356, 3530 – 3538) https://doi.org/10.1002/adsc.201400261
[9] Ozonolysis of some complex organic substrates in flow (M. D. Roydhouse, W. B. Motherwell, A. Constantinou, A. Gavriilidis, R. Wheeler, K. Down and I. Campbell, RSC Advances, 2013, 3, 5076 – 5082) https://doi.org/10.1039/c3ra00125c