Vapourtec Ltd

Telephone +44(0)1284 728659
Email [email protected]
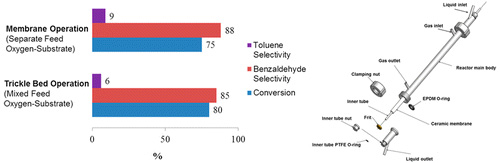
A ceramic membrane reactor was investigated for the continuous catalytic oxidation of benzyl alcohol with oxygen. The reactor had a concentric configuration. An inner tube created an annulus for the catalyst packed-bed (0.9 wt % Au–Pd/TiO2, particle size 90–125 μm) through which the liquid phase (benzyl alcohol, neat or dissolved in o-xylene) flowed. This was followed by the tubular ceramic membrane, which consisted of layers of alumina and a zirconia top layer with a nominal average pore size of 50 nm. The role of the membrane was to provide an interface for gas and liquid to come in contact. Pure oxygen was fed to the opposite side of the membrane in the outer shell of the reactor. Temperature affected conversion but not selectivity, possibly because of insufficient supply of oxygen. However, increasing catalyst contact time or decreasing benzyl alcohol concentration improved selectivity and conversion, indicating that a key parameter was the balance between oxygen supply by the membrane vs oxygen demand by the reaction. By adjusting the operating parameters, reaction performance improved. Selectivity to benzaldehyde 88% and conversion of benzyl alcohol 75% were obtained at 3.2 bara of gas pressure, 24444 gcat·s/galcohol catalyst contact time, 0.5 M benzyl alcohol concentration, and temperature of 120 °C. This performance was comparable to simulated trickle bed operation, where oxygen and substrate were premixed before entering the catalyst packed bed. The membrane reactor offers safer operation, since flammable oxygen/organic mixtures formed in the trickle bed are avoided.